OEM che forgia l'anello elicoidale dell'ingranaggio di giro della grande spina di pesce dell'acciaio legato singola doppia con CNC Mahining
Possiamo produrre i grandi ingranaggi di forgia, fondere e di saldatura secondo i disegni del cliente. Secondo le condizioni di lavoro e
la richiesta dei clienti, anche possiamo fare l'ingranaggio che frantumano, indurimento della superficie, cementato ed estiguere, nitrurazione ed estiguere, ecc.
|
Materiale
|
Acciaio al carbonio, acciaio legato
|
|
Norma
|
BACCANO DI ASTM. GOST JIS ECC DELL'EN
|
|
Struttura
|
Forgia, fondendo e saldare
|
|
Modulo dell'ingranaggio
|
8-120
|
|
Macinazione dell'ingranaggio
|
MAX Module 24
|
|
Diametro della ruota di ingranaggio:
|
Max 13 000 millimetri
|
|
Diametro dell'ingranaggio a spirale:
|
2 200 millimetri MASSIMI
|
|
Lunghezza dell'asse di ingranaggio:
|
Max 5 000 millimetri
|
|
Servizio dell'OEM offerto
|
Secondo i disegni del cliente
|
|
Settore offerto:
|
Secondo le richieste del cliente
|
|
Trattamento termico
|
Cementazione di T & di Q
|
|
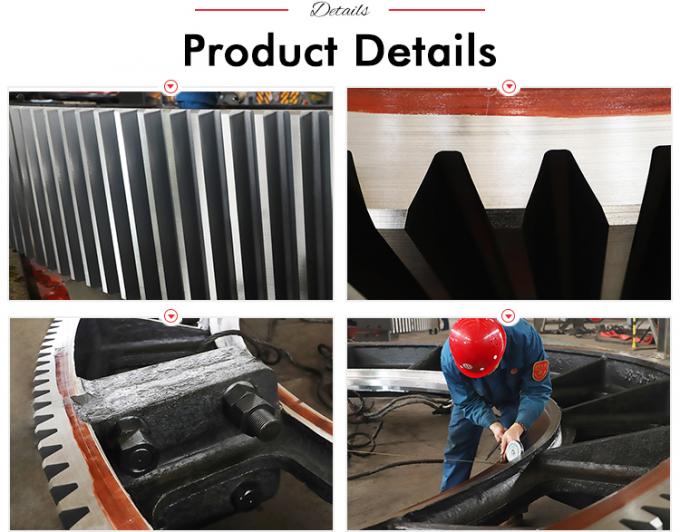
Forniamo gli ingranaggi di giro in tre progettazioni differenti
1. Acciaio fabbricato
- anello forgiato
- lamiera
Acciaio fuso
Ghisa (nodulare) duttile
Gli ingranaggi fabbricati sono diventato più comuni nel passato e sono costruiti con i materiali d'acciaio forgiati della corona e l'elettro struttura di corpo saldata. Gli anelli sono fabbricati da un intero blocco di alto acciaio legato della resistenza. Dopo che lavorare approssimativo dell'anello, noi effettua il trattamento termico di tempra e rinvenimento per migliorare la caratteristica meccanica e quindi la sua prestazione pertinente.
Avantages degli ingranaggi fabbricati di giro
1. La struttura materiale forgiata esclude il rischio di inclusioni
2. I difetti della struttura come i fori del gas, il micro restringimento, le vaiolature, le inclusioni calde degli strappi, della sabbia e di scorie sono evitati
3. Quindi, la saldatura della riparazione della struttura di corpo e per esempio la molatura delle aree dentate non sono richieste.
4. Il processo di fabbricazione fabbricato esclude l'esigenza dei modelli e delle colonne montanti
5. Il materiale dell'orlo ha più alta durezza e più ad alta resistenza del materiale utilizzato per la struttura di fondo (cioè web, rinforzi)
Caratteristiche
1. denti esterni
Diametro massimo: 16000 millimetri
Larghezza dentata del fronte: 1700 millimetri
Modulo massimo: 45 dalla fresa
Modulo massimo: una taglierina di finitura di 65 ingranaggi
2. Denti interni
Diametro massimo: 6500 millimetri
Modulo massimo: 25,4
Larghezza dentata del fronte: 400 millimetri
Forgia del processo materiale
Pezzo fucinato
Rotolamento finale
Raffreddamento della fornace
Controllo su produzione
Estinzione dell'acqua
Prova di durezza
Lavorare approssimativo
Prova ultrasonica ed ispezione dimensionale
Certificazione di ispezione finale
Norme/certificati
ISO DELL'EN DI UNI
AWS
ASTM
ASME
BACCANO
Applicazioni
I nostri ingranaggi di giro si applicano nelle industrie dei minerali e del cemento:
Tipi vari di mulini orizzontali
Essiccatori rotatori
Forni rotanti
Qualunque altra grande applicazione dell'anello dell'ingranaggio
Specificazione per le colate d'acciaio per i mulini stridenti
d. rapporto d'ispezione ultrasonico (prima e dopo le riparazioni)
e. rapporto d'ispezione della particella magnetica (prima e dopo le riparazioni)
f. rapporto dimensionale
g. mappe di riparazione della saldatura
h. procedure della saldatura ed annotazione di qualificazione di procedura
i. qualificazione del saldatore
j. qualificazione dell'ispettore di prova non distruttiva
|
Oggetto
|
Caratteristiche strutturali
|
Elaborazione della misura
|
Contenuto della prova
|
|
Ingranaggio di giro
|
(1) acciaio di GS42CrMo4Alloy (norme private corporative)
HB 220~240
(2) semi-strutturato, Y-raggio
(3) elicoidale
(4) struttura ragionevole di allineamento e di sigillamento dell'acciaio legato (norme private corporative)
|
(1) raffinazione d'acciaio esterna (l'argon di R-H e trattamento di vuoto)
(2) tecnologia d'attaccatura privata della sabbia della modellatura a freddo per assicurare la colata, i denti densi
(3) normalizzandosi (tecnologia privata) per assicurarsi che la durezza della superficie del dente
Dopo
(4) fresare approssimativo, tempo del rilascio, ripara la superficie unita, poi rotolo fine
(5) fresa casalinga brevettata benissimo che fresa
|
proprietà meccaniche delle colate (di 1) e composizione chimica (norma interna)
(2) sgrossatura dopo la prova sonica
semi-rifinitura (di 3), finendo dopo l'ispezione della particella magnetica e di prova ultrasonica
(4) ispezione di superficie della particella magnetica del dente, prova di durezza
controllo di tolleranza del dente (di 5)
(6) il test di carico dell'assemblea della fabbrica per controllare l'accuratezza della dimensione dell'ingranaggio
|

I requisiti tecnici di grande anello dell'ingranaggio di CITICIC:
1) è pretrattato prima della normalizzazione del trattamento d'indurimento di superficie, la durezza se HB210 ~ 250; la prestazione meccanica è il Rb 690MPa, la tensione di snervamento Rs 490MPa, l'allungamento D5 11%, riduzione di ultima forza di area W 25%, la durezza Ak 30J di impatto; induzione indurita, durezza HRC50 ~ 55 dei denti; efficace profondità indurita 3 ~ 5mm di strato.
2) la rilevazione ultrasonica globale del difetto, qualità interna dovrebbe soddisfare due richieste standard di requisiti GB7233-87; l'ispezione della particella magnetica del raccordo e del dente, qualità dovrebbe rispettare due norme di requisiti GB/T9444-88.
3) la nota la colata non è R5 arrotondato ~ R10.
4) lo smusso del dente ad entrambe l'estremità ed a 1 45b.5) dai 2 e 1/2 larghezza del dente di corona a dentatura interna di ogni accoppiamento dell'anello lungo il bordo di intero anello fatto con i bulloni ad alta resistenza, combinati con la superficie del dente deve essere al centro inferiore.
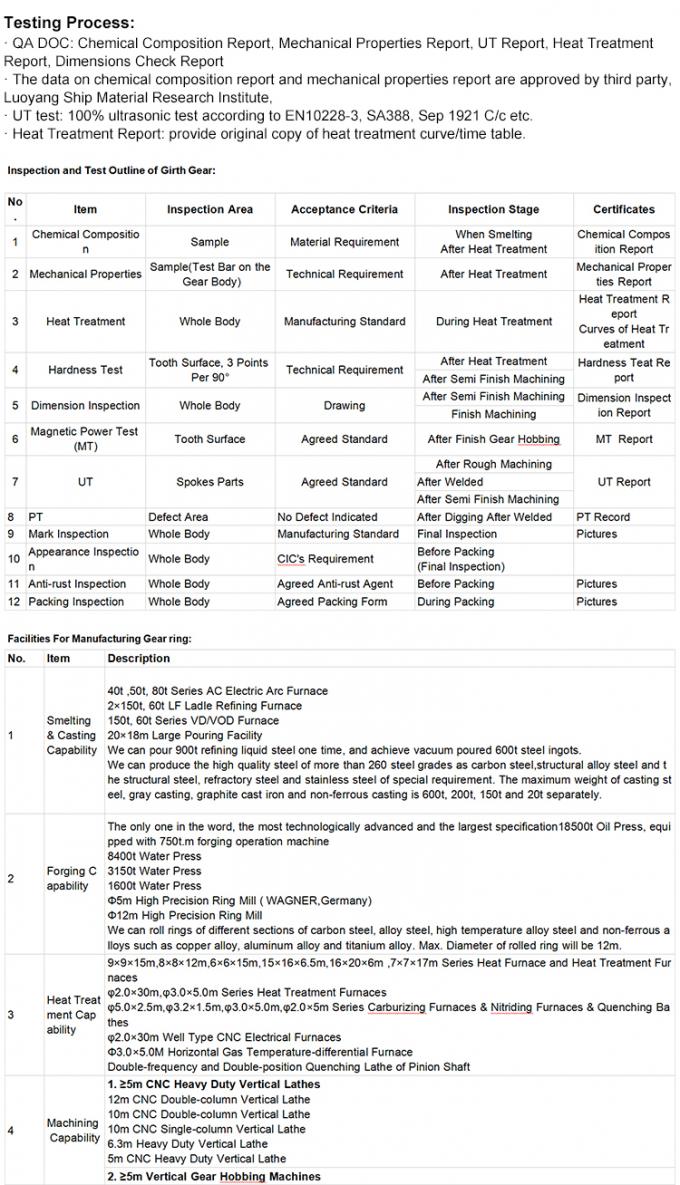
grande processo di fabbricazione della corona a dentatura interna 2
2,1 di ruvido
Lo spazio in bianco fondere d'acciaio è fornito dal macchinario pesante il Co., la pianta di Ltd. Heavy Forging, funzionamento del CITIC dalla norma GB11352-89 specifica i requisiti della modellistica secondo il processo fondente, fusione, fondendo, scatole colpite, pulizia, vestente le colate;. Durante ispezione ed accettazione dai disegni ed i requisiti tecnici dello spazio in bianco d'acciaio
Controlli, concilianti le norme JB/T6402-92 pubblicate dopo accettazione
Giù la procedura.
sgrossatura 2,2
Attraversato disegnando e restare fuori indennità, allineamento, collegamento, elaborando sia all'interno che all'esterno il cerchio, combinante fresatura di fronte, perforazione ed altri processi.
2,3 lesione di esplorazione
La rilevazione ultrasonica globale del difetto, qualità interna dovrebbe soddisfare le due richieste delle norme GB7233-87.
pretrattamento di normalizzazione 2,4
le paia dell'Semi-anello che normalizzano e che temperano il trattamento, forniscono una buona organizzazione per l'indurimento di superficie successivo; deformazione dei disegni della stampa di mezza ispezione della corona a dentatura interna dopo il trattamento termico.
2,5 lavorare
In primo luogo 2 e 1/2 l'anello è fatto con i bulloni ad alta resistenza che collegano l'anello complessivamente, il processo globale estraendo i denti di Quannei un Wai del cerchio ed i requisiti trattati di macinazione superiori e più inferiori e poi di disegni e lavoranti.
2,6 eliminazione di elaborazione dello sforzo
L'anello globale ha temprato per eliminare lo sforzo.
indurimento globale della superficie dell'anello 2,7
SE lungo l'induzione alveolare della superficie del dente che si indurisce, durezza HRC50 ~ 55, efficace profondità indurita 3 ~ 5mm di strato.
2,8 ispezione finale
In primo luogo, la frequenza di rilevazione che estigue, la durezza dopo la tempera della corona a dentatura interna che cogging soddisfa le richieste dei disegni; secondariamente, individuare se il diametro esterno massimo più grande D6944 come la deformazione 3mm, la correzione meccanica richiesta fino al qualificato a; In terzo luogo, l'ispezione della particella magnetica del raccordo e del dente, qualità dovrebbe soddisfare due richieste standard di requisiti GB/T9444-88; Per concludere, secondo i disegni ed i requisiti tecnici di ispezione finale.
| No. |
processo |
elaborazione
misura
|
elaborazione
attrezzatura
|
programma delle prove |
attrezzatura di ispezione |
|
1
|
prepari
|
1. Materiale: acciaio fuso di alta qualità
2. Formuli il processo fondente ragionevole ed assicuri la qualità fondente per mezzo di simulazione su elaboratore della solidificazione
3. Formuli il processo di fusione ragionevole per assicurare la composizione chimica della colata
4. Formuli il processo ragionevole di trattamento termico per assicurarsi
Verifichi le proprietà meccaniche della colata
|
|
|
|
|
2
|
modellistica
|
1. Controlli rigorosamente la qualità di tipo (il centro) sabbia, assicuri la forza ed il controllo dell'acqua
2. Pigiatura della sabbia, lucidatura di superficie propensa, pennello due volte
3. Disponga la colonna montante di versamento ed il ferro freddo secondo i requisiti trattati
4. Pulisca e cuocia come richiesto
cavità
|
miscelatore della sabbia
|
Controlli la qualità di tipo (il centro) sabbia e sabbia della superficie
2. Controlli la dimensione della cavità
Controlli il tempo bollente
|
|
|
3
|
Colata di fusione
|
1. Scelga la ghisa bassa di S.P, l'acciaio scelto del residuo, i materiali ausiliarii e la lega della fornace bollente secondo il processo
2. Secondo il processo speciale che fonde, faccia l'acciaio
Gli elementi pericolosi di S.P rispettano le norme di controllo interno
3. L'acciaio fuso finito è trattato con l'argon che soffia nel degassamento di circolazione di vuoto di R-H e della siviera per fare l'uniforme d'acciaio fusa della composizione, l'ossigeno nocivo (H, O) riduzione, temperatura uniforme, aumentare la fluidità di acciaio fuso, in modo da assicurare buon riempimento liquido della colata ed impedire la colata porosità ed altri difetti
Rigorosamente temperatura della colata di controllo e velocità fondente secondo le disposizioni
|
una fornace di 50 t
Attrezzatura di degassamento di circolazione di vuoto di R-h per il dispositivo di salto dell'argon della siviera
|
1. I materiali della fornace devono soddisfare le richieste tecnologiche
2. Temperatura d'alimentazione di controllo, quantità d'alimentazione, tempo d'ebollizione puro, temperatura d'acciaio
3. Lo spettrometro a lettura diretta è utilizzato per individuare rapidamente la composizione chimica davanti alla fornace per assicurare che l'attrezzatura sia nel migliore stato durante la fusione e la composizione chimica del prodotto finito soddisfa le richieste durante il versamento
4. Controlli i parametri dell'argon che soffiano ed il trattamento di vuoto di R-H
5. Controlli la temperatura iniziante e
Tempo di versamento
|
Spettrometro a lettura diretta
L'attrezzatura fisica e chimica
|
|
4
|
Pulizia e trattamento termico
|
1. Il periodo interno di conservazione del calore della lingottiera non sarà più di meno dei requisiti trattati
2. Sabbia che cade, colonne montanti di granigliatura, di taglio e di versamento per soddisfare le richieste tecnologiche
3. Effettui rigorosamente il trattamento termico in bianco
per assicurare l'uniformità della temperatura della fornace e raffinare la struttura originale della colata
|
50t
Macchina di caduta inerte della sabbia e
8,5 ×12m
Fornace di trattamento termico
|
1. Controlli l'annotazione della temperatura della fornace
2. Il campione è trattato termicamente con la colata nella stessa fornace e le proprietà meccaniche sono inviate per essere controllate immediatamente
3. Controlli la qualità di superficie dello spazio in bianco
Quantità, dimensione geometrica ed indennità lavorante
|
L'attrezzatura fisica e chimica
|
|
5
|
lavorare approssimativo |
1. Indennità di riserva per lavorare approssimativo secondo le disposizioni tecnologiche
Trattamento invecchiante artificiale
|
Tornio verticale
8,5 ×12m
Fornace di trattamento termico
|
Controlli la dimensione
Ispezione visiva per ispezione ultrasonica di difetti
|
Ultrasonico
Prova
|

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!